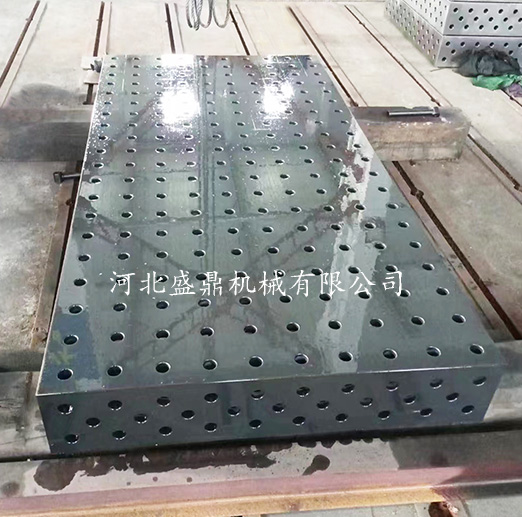
一、三维柔性焊接平台的技术标准
尺寸精度和形位公差:
孔间距公差:±0.05mm
孔边距公差:±0.05mm
孔距累积公差:±0.1mm
平面度:≤0.15mm/平方米,或0.10/1000(根据具体标准可能有所不同)
平行度:≤0.1mm/平方米
侧面与正面垂直度:≤0.2/200mm,或0.10/200(根据具体标准可能有所不同)
工作表面质量:
工作表面粗糙度:达到3.2um
材质与热处理:
工作台材质:钢件焊接(如Q345)或铸造件(如HT300)
整体热处理,消除内应力
支承腿与承重能力:
标准型、固定型承重力均为2T
框架型承重力为5T
升降型承重力为3T
带刹万向轮型承重力为1T
孔系位置精度与尺寸:
孔系位置精度不超0.05mm
孔的尺寸精度为φ28D10(或其他指定尺寸与公差)
二、三维柔性焊接夹具的技术标准
强度和刚度:
夹具应具备足够的强度和刚度,以承受焊接过程中的各种力度作用。
夹紧可靠性:
夹紧时应确保工件不会松动滑移,同时避免拘束度过大而产生较大的拘束应力。
操作灵活性:
夹具设计应便于操作人员的装卸和焊接操作,以保足够的装焊空间和良好的视野。
定位精度:
夹具的定位精度应满足焊接要求,确保焊接件的尺寸和形状符合图样要求。
工艺性:
夹具应便于制造、安装、操作、检验、维修和更换易损零件。设计时还需考虑车间现有的夹紧动力源、吊装能力及安装场地等因素。
标准化与互换性:
夹具应采用标准模块设计,提高重复使用性和互换性,降低生产成本。
安全性:
夹具设计应符合安全标准,避免在焊接过程中对人员或设备造成伤害。
综上所述,
三维柔性焊接平台及夹具的技术标准涵盖了尺寸精度、工作表面质量、材质与热处理、支承腿与承重能力、夹紧可靠性、操作灵活性、定位精度、工艺性、标准化与互换性以及安全性等多个方面。这些标准确保了焊接过程的准确性和可靠性,提高了生产效率和质量。